THE PARTICULARITY OF METAL OCCLUSION PRINCIPLE SEALING ON CAST IRON (HARD MATERIAL)
in the last article, we focused on the principle of metal occlusal, and the differences between soft and hard materials: a brief summary is: occlusal is the combination of extrusion deformation of different soft and hard metal materials; the occlusal form can be divided into active occlusal and passive occlusal. active occlusal is mainly for soft substrates, such as aluminum, copper and other materials, and the surface of the plug is relatively hard; passive occlusion means that the hardness of the two is close or the hardness of the substrate is higher the surface hardness of the plug, the occlusal joint formed is an unobvious cross-sectional shape of "i am in you, and you are in me" (for details, please refer to the previous article on the official account).
for the valve bodies of our domestic hydraulic multi-way valves, castings are generally used as the base material. cast iron is widely used in various valve bodies in the hydraulic industry, but the carbon content of cast iron is relatively high, and its performance is relatively brittle. the tensile performance is relatively poor, and the rockwell hardness of common nodular cast iron is about 130~220hb. compared with the hardness of the sealing part of the plug, the hardness of cast iron is close to or higher than that of the sealing part of the plug. therefore, the expansion plug using the principle of occlusion on cast iron is basically passive occlusion.
due to the high hardness of the cast iron material, in order to ensure the dimensional tolerance of the process hole when processing the process hole, a tool with a higher speed and a smaller feed rate is often used for processing. the tool rubs against the surface of the inner hole of the cast iron at high speed. a passivated layer of "hard skin", the hardness of this hard skin is often higher than that of cast iron, and in order to ensure the tolerance and smoothness of the hole, a higher speed is used, resulting in the surface of the finished process hole is actually "hard" and "smooth", this characteristic hole, based on the metal bite expansion seal, becomes more special. because the main influencing factors of occlusion are hardness difference and surface roughness (refer to the previous article for details); if the particularity of cast iron process holes is ignored, various problems such as leakage will often occur, and cast iron materials are used in hydraulic multi-way valve bodies. there is a very high proportion of use on the surface, which is prone to various problems such as various seal leakage, high-pressure shedding of plugs, and easy "slipping" of plugs under high pressure due to "not enough consideration of details". it is the particularity of the principle of metal occlusion sealed on cast iron (hard material).
THE EXPERIENCE AND EXPERIENCE OF HONGCHUANG'S SUPERIOR SEALING PRODUCTS RS AND HC ON CAST IRON SUBSTRATES PRACTICE
as mentioned above, after the processing of the process hole of cast iron, the hole is "hard" and "smooth", which causes unfavorable factors to the plug that uses the principle of expansion and bite sealing. based on the groping and exploration on the internet, i have some valuable experience and practice. as long as the user follows the detailed requirements of the hongchuang plug on the cast iron, the reliability of the seal can be fully guaranteed without doubting the principle of the expansion seal; now we will these experiences and practices are summarized as follows for your reference when using hongchuang products:
2.1: for fear of rust on the surface of the plug, soak the plug in the oil
some customers bought high-pressure plugs from hc company. after opening the package, it was rainy and humid in the south. they were worried that the plugs would rust after long-term storage, so they soaked the plugs in oil, and installed the plugs directly when they were used. in the hole, there is an oil film on the annular groove where the plug engages, and this oil film is not cleaned before installation. this approach is actually wrong, hc does not recommend soaking the plug in oil, let alone cleaning the oil of the plug before installation; the correct way is: the sealing plug cannot be soaked in oil to prevent before installation, the outer surface of the plug is required to be clean and free of oil, impurities and scratches. after many tests by hc, the pressure resistance value of a clean plug is higher than that installed with an oil film on the surface of the plug, and the pressure difference can reach 700-1000bar; this is because once there is an oil film on the annular groove on the surface of the plug, this layer of oil film will make the inner wall of the "hard" and "smooth" cast iron process hole smoother. the expansion and sealing principle makes the two materials filled with a layer of oil film instead of a rough surface, which is more unfavorable for occlusion. is very easy to understand.
2.2: it is easy to ignore the hardness of the inner surface of the cast iron process hole is very high
we have had many problems in the past, all of which are ignoring the hardness of the inner surface of the process hole. we mistakenly believe that the hardness of the inner surface of the process hole is the hardness of cast iron. once there is a problem, we will think that there is a problem with the plug, but it is actually the hardness of the inner surface. too high not taken into account. after testing, the hardness can reach more than 350hb. since the hardness of the inner surface is very high, it is a fact, then we need to make the roughness of the process hole lower and the inner hole rougher, so as to better ensure the reliability of the seal. in addition, the user can save costs by processing holes with low roughness, which is actually a two-fold thing. for details, please refer to the previous article.
2.3 it is easy to ignore the difference between tolerance, roughness and soft material
since the process hole processed by cast iron is both "hard" and "smooth", we have made special requirements on the requirements of the process hole: the recommended tolerance of the commonly used rs pull-out plug: +0.05—+0.15mm (preferably with hc company technical communication, according to different materials, etc., hc provides numerical values based on experience), and the surface roughness of the sealed inner hole is preferably about ra3.2-ra6.3. in this way, the expansion amount of the expansion plug is effectively guaranteed, the expansion is more "firm", the surface roughness is rougher, and the occlusal surface is not too "smooth".
ON CAST IRON SUBSTRATE, PLUG TEST DATA DISPLAY AND PRACTICE
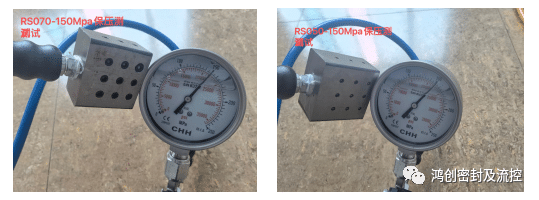
3.1 as shown, normal rs products need to be tested for 72 hours at 150mpa in cast iron (the tolerance of the mounting hole is +0.1__0.16mm):

3.2 effect of mounting hole roughness on sealing pressure in cast iron applications:
in the ultra-high pressure test (over 200mpa) of the plug, hc company found that the roughness of individual mounting holes was below ra1μm, and the size of the mounting holes was too small (0__+0.04mm). the sealing pressure only reaches 80mpa---150mpa. as the picture shows:

3.3 hc company usually uses a mechanical thruster to test the push-out force of the core rod of the rs product in reverse (tensile section) to prove the reliability and consistency of the product in the casting, as shown in the figure:


in the application of cast iron, the average push-out force of the tensile section of the core rod (also called the bite force of the core rod) is in the range of 3500n-18000n (from 4mm-10mm in turn).
THE CHARACTERISTICS OF CAST IRON MAKE THE METAL OCCLUSAL PRINCIPLE THE MOST CHARACTERISTIC APPLICATION CASE
to summarize the following points:
1. the test pressure of hongchuang's metal occlusal expansion plug (hc/rs) is much higher than the rated operating pressure.
2. the recommended tolerance of the mounting hole is: +0.05—+0.15mm.
3. the recommended roughness is about ra3.2-ra6.3.
4. before using rs series products in castings, keep the products clean without grease.
thank you for your attention. in the next issue, we will continue to share the magic of the principle of metal articulation, so stay tuned...